
Как паять медные трубы своими руками: пошаговая инструкция
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений

Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях
Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
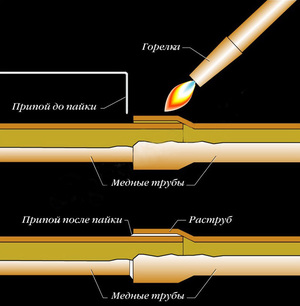
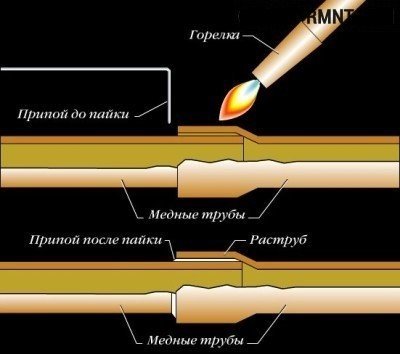
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Как паять медные трубы
Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева. Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие. Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.

Трубы из меди есть разные
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.

Фитинги под опрессовку
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110°C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300°C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.

Муфты для пайки медных труб
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.

Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.

Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.

Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.

Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.

При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.

Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.

Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.

Пайка
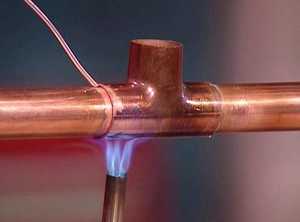
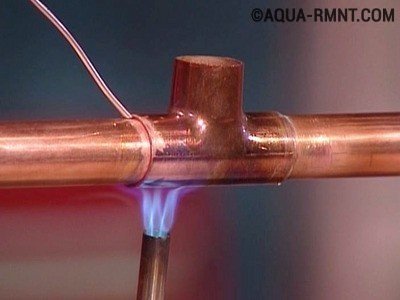
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.

Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.

Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
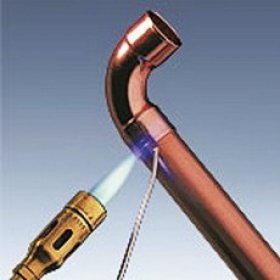
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
 долговечность эксплуатации;
долговечность эксплуатации;Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Пайка медных труб: пошаговый разбор работ и практические примеры. Специальные методы паяния
Растущая популярность медных водопроводов объясняется очень просто. Всем известно, что вода, подаваемая централизованно в жилища, содержит некоторое количество хлора. Хлор — сильный окислитель, но он не разрушает медные трубы, а даже, наоборот, со временем укрепляет их стенки, образуя прочный тонкий слой патины. Кроме того, медь обладает бактерицидными свойствами и является природным долговечным материалом, совершенно безопасным для человеческого здоровья.
Полностью медные водопроводы сейчас делают редко из-за высокой цены, но они всё-таки встречаются. Если учесть, что срок службы подобных инсталляций сто и более лет, то такие проектные решения не покажутся расточительными. Да, качественная фурнитура и трубы на рынке имеют небюджетные ценники, но всегда можно сэкономить на монтаже — пайка меди в домашних условиях не самая сложная вещь для начинающих. При соблюдении определённых правил несложно делать безопасные и герметичные соединения.
Существует два вида пайки: низкотемпературная и высокотемпературная. Первая применяется в случаях, когда температура теплоносителя не превышает 110 °C и осуществляется мягкими припоями. Вторая — используется в сетях с высоким давлением или очень горячим содержимым, чаще всего для труб большого диаметра. В домашних сетях её встретить трудно, основное применение — в промышленности. Каким способом воспользоваться — выбор домашнего мастера. Но стоит обратить внимание на то, что высокотемпературный метод потребует профессиональной горелки и хороших навыков исполнителя. Ниже речь пойдёт о низкотемпературном способе соединения труб с помощью фитингов.
 Хорошее планирование — залог успеха. Нужно иметь полное представление об объёме и содержании работ, где должны проходить трубы и какие фитинги потребуются. В новом строительстве сборку и соединение трубопроводов производить сравнительно легко. Реконструкция или ремонт требуют значительно больших трудозатрат, так как трубы обычно скрыты за отделкой. Как правило, требуется удаление декоративных покрытий. После того как водопровод будет завершён и проверен на герметичность, придётся восстанавливать все поверхности, пострадавшие от демонтажа.
Хорошее планирование — залог успеха. Нужно иметь полное представление об объёме и содержании работ, где должны проходить трубы и какие фитинги потребуются. В новом строительстве сборку и соединение трубопроводов производить сравнительно легко. Реконструкция или ремонт требуют значительно больших трудозатрат, так как трубы обычно скрыты за отделкой. Как правило, требуется удаление декоративных покрытий. После того как водопровод будет завершён и проверен на герметичность, придётся восстанавливать все поверхности, пострадавшие от демонтажа.
В любом случае, будь это новое строительство или ремонт, все работы начинаются с проекта, который поможет определиться с количеством и особенностями соединений. Приобретая материалы для выполнения проектной задачи, не стоит забывать, что небольшой запас в них будет совсем не лишним. Например, если для монтажа новой линии холодной воды требуется три метра полдюймовой трубы, два колена и клапан для крана, полезно будет купить чуть больше трубы и несколько соединителей сверх необходимого количества. В случае если что-то пойдёт не так, дополнительные детали будут под рукой, и не нужно будет прекращать надолго работу ради покупки недостающих мелочей.
Паяльные материалы и инструменты
Если это дебют, то без приобретения нескольких полезных инструментов не обойтись. Скорее всего, это будут приспособления для зачистки, резак для труб и пропановая горелка. Другие инструменты, такие как дрель с набором свёрл, рулетка, тряпки или салфетки, пульверизатор с водой, защитные очки и перчатки, скорее всего, всегда будут в наличии.
Специализированные сантехнические приспособления помогают добиться профессионального качества исполнения соединений. Например, ничто не мешает разрезать трубу обычной ножовкой, но результатом может быть грубый, с неровными краями торец. Предназначенный для этого резак позволяет сделать хорошо совместимое чистое соединение. Приблизительный список материалов и приспособлений, о которых стоит позаботиться загодя, выглядит так:

Отмерить, отрезать и состыковать все части между собой в проектном положении. Такой подход позволяет избежать необратимых ошибок перед пайкой. Убедиться, что ничто не мешает трубопроводам и соединениям и не будет создавать механические нагрузки в процессе эксплуатации. После этого разобрать все элементы для того, чтобы очистить соединяемые поверхности.
Поверхности металлов редко бывают чистыми , обычно они незначительно покрыты окислами, маслами, смазками. Оставить загрязнения нетронутыми означает сохранить барьерный слой для доступа припоя к металлу. Попытки удалить патину травлением или абразивами с жирной поверхности неэффективны. Первым делом нужно избавиться от маслянистых загрязнений. В большинстве случаев детали достаточно протереть обезжиривающим растворителем или воспользоваться водным щелочным раствором.
Следующий этап — механическое удаление окислов с помощью абразивов. Для этой процедуры лучше использовать специальный инструмент — наждачные шкурки не дадут такого качественного результата. Важно обработать абразивом не только торцы труб, но и внутренние части фитингов. Если всё сделано верно, металл должен сверкать, как новая монета.
Нанесение флюса
Нагрев меди в контакте с воздухом ускоряет образование оксидов, которые препятствуют смачиваемости металла припоем. Нанесение флюса защищает спаиваемые поверхности от кислорода, таким образом предотвращая возникновение окислов. Кроме того, флюс растворяет и поглощает оксиды, которые были полностью не удалены в процессе очистки.
 Флюс для пайки медных труб наносят кисточкой, целиком покрывая поверхности в месте стыка. Поскольку большинство из них имеет консистенцию пасты, эта процедура никаких сложностей не вызывает. Флюс важно верно дозировать. Избыток его долго будет промываться в уже действующем водопроводе. А в недостаточном количестве он быстро насыщается окислами, теряет эффективность и меняет консистенцию. Его также будет непросто смыть. В случаях, когда фаза разогрева может потребовать много времени (например, при необходимости запаять массивные компоненты сборки) увеличить расход флюса никогда не помешает.
Флюс для пайки медных труб наносят кисточкой, целиком покрывая поверхности в месте стыка. Поскольку большинство из них имеет консистенцию пасты, эта процедура никаких сложностей не вызывает. Флюс важно верно дозировать. Избыток его долго будет промываться в уже действующем водопроводе. А в недостаточном количестве он быстро насыщается окислами, теряет эффективность и меняет консистенцию. Его также будет непросто смыть. В случаях, когда фаза разогрева может потребовать много времени (например, при необходимости запаять массивные компоненты сборки) увеличить расход флюса никогда не помешает.
Нередко флюсы могут быть индикаторами температуры, что сводит риск перегрева деталей к минимуму. Когда металл достаточно горяч, они становятся прозрачными или приобретают другой оттенок. Подробности термического поведения флюсов обычно указываются производителем.
Соединение элементов
Низкотемпературная пайка — это процесс соединения двух нагретых поверхностей расплавленным припоем при температуре около 250 °C. Благодаря капиллярному смачиванию жидкий припой сам заполняет зазор между фитингом и трубой, и нет необходимости распределять его вручную внутри шва. Когда соединение остывает, оно становится почти таким же прочным, как и материалы, из которых оно состоит, то есть сопоставимо со сваркой.
В качестве припоя для меди при такой технологии используются в основном сплавы олова с серебром, висмутом и сурьмой. Лучшими считаются припои с большим количеством серебра, но они самые дорогие из представленных на рынке. Запрещено использовать для монтажа водопровода сплавы, содержащие свинец.
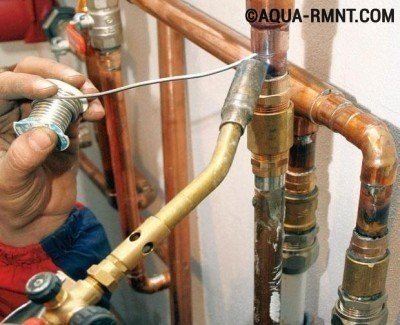
Перед началом работы нужно освободить от мотка и выпрямить приблизительно 30 см припоя, после чего согнуть 5—10 см под удобным углом. Это поможет в удобстве нанесения припоя на соединение. Изгиб проволоки позволит работать с труднодоступными местами, а достаточная длина «кочерги» — держать руку подальше от пламени. Поскольку металл арматуры толще стенок трубы, нагрев начинают с фитинга, а затем возвратно-поступательными движениями остальные элементы соединения. В процессе припой начнёт немного кипеть с образованием дыма. Когда труба и фитинг достигнут нужной температуры, припой будет плавиться при контакте с соединением.
 Расплавленный припой имеет свойство течь в более горячую зону. В нагреваемой сборке наружные поверхности будут нагреты больше, чем внутренние, поэтому его нужно подавать точно в место стыка. Иначе припой будет пытаться распространиться по более горячим наружным поверхностям вместо того, чтобы проникать в зазоры между деталями. Обязательно нужно убедиться, что он заполнил всё соединение. После заполнения стыка следует быстро удалить влажной тряпкой излишки припоя.
Расплавленный припой имеет свойство течь в более горячую зону. В нагреваемой сборке наружные поверхности будут нагреты больше, чем внутренние, поэтому его нужно подавать точно в место стыка. Иначе припой будет пытаться распространиться по более горячим наружным поверхностям вместо того, чтобы проникать в зазоры между деталями. Обязательно нужно убедиться, что он заполнил всё соединение. После заполнения стыка следует быстро удалить влажной тряпкой излишки припоя.
Сама по себе пайка медных трубопроводов — довольно простая в исполнении процедура. Нужно лишь внимательно следить за спаиваемыми деталями и помнить, что суть процесса в том, чтобы нагреть соединение до температуры плавления припоя, но не перегреть его. Почернение металла указывает на избыточное подводимое тепло, и результатом может быть непрочное соединение с пузырьками воздуха в припое.
Некоторые сложности могут возникнуть при работе с латунной арматурой. В случае пайки, например, клапана, велик риск расплавления его полимерных деталей от нагрева. Существует два широко используемых подхода для таких соединений.
- Удалить шток с резиновой прокладкой из корпуса клапана и припаять трубу. После охлаждения соединения установить шток на место.
- Припаять муфту с резьбой на конец медной трубы. После того как муфта и труба остынут, вкрутить в клапан.
Очистка и осмотр стыков
Следующий после спайки этап — удаление остатков флюса. Последний может быть химически активным и со временем навредить соединению. Поскольку флюсы водорастворимы, самый простой способ удаления — стирание его влажной тряпкой. Трудностей в этом не возникает, если в процессе пайки детали не были перегреты. Если последнее всё-таки произошло — перенасыщенные оксидами флюсы, как правило, приобретают зелёный или чёрный цвет и могут становиться твёрдыми. Их легче удалить раствором слабой кислоты с помощью щётки. В тех немногих случаях, когда требуется эстетическая привлекательности шва, его полируют тонкой наждачной бумагой.
 После очистки швов от флюса нужно внимательно осмотреть все соединения на предмет наличия непропаев и трещин. Если дефекты не обнаружены — можно подавать в систему воду под давлением. Стыки должны быть абсолютно герметичными. При подозрении на течь придётся спаять дефектное соединение заново.
После очистки швов от флюса нужно внимательно осмотреть все соединения на предмет наличия непропаев и трещин. Если дефекты не обнаружены — можно подавать в систему воду под давлением. Стыки должны быть абсолютно герметичными. При подозрении на течь придётся спаять дефектное соединение заново.
Итак, в пайке медных трубок газовой горелкой нет ничего сложного. Несколько специализированных инструментов значительно упростят работу, с помощью нужного видеоурока можно освоить различные нюансы. Конечно, мастерство создания идеальных стыков требует практики, но вполне досягаемо для любителя. Важно во время получения нужных навыков не забывать о простых правилах безопасности при проведении подобных работ:
- всегда пользоваться очками и перчатками;
- нельзя паять трубы, наполненные водой;
- нельзя находиться под местом пайки;
- нельзя допускать попадания флюса в глаза.
Паяние соединений при помощи паяльника до настоящего времени остается наиболее распространенным способом пайки при выполнении монтажных соединений, однако производительность этого способа не велика. Более высокопроизводительной является низкотемпературная пайка погружением в расплавленный припой (рис. 5.6).
Низкотемпературная пайка
Паяние низкотемпературной пайкой с погружением в расплавленный припой выполняется на специальных установках, на которых смонтированы ванны с флюсом и расплавленным низкотемпературным (мягким) припоем. Заготовки предварительно очищают и обезжиривают, далее погружают сначала в ванну с флюсом, а затем с расплавленным припоем, после чего вынимают и охлаждают на воздухе до комнатной температуры. Заданную температуру припоя контролируют и поддерживают при помощи специального устройства с термопарой, помещенного в ванну.

Помимо описанного метода паяния, для улучшения качества паяных соединений применяют пайку в среде инертного газа (рис. 5.7), в вакууме (рис. 5.8) и в активной газовой среде (рис. 5.9). Принцип действия установок ясен из рисунков и не требует дополнительных пояснений. Основная особенность этих методов паяния состоит в том, что они выполняются без применения флюсов, так как среда, окружающая заготовки в процессе паяния, препятствует образованию окисных пленок.
Создание медных водопроводов – занятие для состоятельных домашних мастеров. Тем не менее, можно сэкономить и на такой дорогостоящей затее. Работы по соединению труб легко выполнить самостоятельно.
Тем более что технология пайки медных труб пригодится не только при строительстве дома. Ремонт изделий, в которых применяется медь – не такая редкость. Это может быть теплообменник, самогонный аппарат, и даже медный провод большого диаметра. Принцип работы приблизительно одинаков.
Пайка медных труб своими руками – особенности работы с материалом
Медь – это металл с высокой теплопроводностью. С точки зрения пайки, свойство имеет как достоинства, так и недостатки.
- Преимущество заключается в том, что при небольшом перерыве в нагреве, материал будет самостоятельно сохранять тепло, и процесс не будет прерван
- Недостаток – для компенсации теплопотерь в виде рассеивания, необходим более мощный источник нагрева. К тому же, способность накапливать тепло может вызвать локальный перегрев. Это чревато сгоранием флюса, и потерей его очистительной способности
- Еще один недостаток – пайка медных трубок всегда приводит к сопутствующему нагреву всего изделия, а также точек его крепления. Необходимо работать в защитных перчатках и позаботиться о защите всех предметов, которые касаются заготовки даже на большом расстоянии.
Главное достоинство – вам не потребуется специальный или дорогостоящий инструмент для пайки медных труб. Оборудование доступно, и, как правило, имеется в запасе у любого домашнего мастера.

Важно! Использование бензиновой паяльной лампы недопустимо, поскольку такое пламя вызывает жирную копоть, нарушающую адгезию припоя.
Если применяется паяльник – его мощность должна быть не менее 100 Вт. Жало массивное и широкое, чтобы обеспечить большую площадь прилегания к месту спайки. Такой паяльник называется молотковым.

- Флюсы применяются стандартные. Такими-же производится пайка медных проводов. В инструкции необходимо посмотреть максимальную температуру, которую выдерживает флюс. При ее превышении материал начинает разлагаться, а в худшем случае – обугливаться. Тогда никакой очистки не произойдет, напротив – место спайки будет зашлаковано, адгезия низкая.
Краткий экскурс по типам флюсов
Фосфорные растворители
Такой состав не только очищает поверхность от окислов, но и вытесняет воду из места пайки. Удаление остатков после окончания пайки не требуется. Самостоятельно изготовить такой флюс затруднительно.
Как способ неразъемного соединения металлов пайка известна с давних пор. Паяными металлическими изделиями пользовались в Вавилоне, Древнем Египте, Риме и Греции. Удивительно, но за тысячелетия, прошедшие с тех пор, технология пайки изменилась не так сильно, как этого можно было бы ожидать.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала – припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
Пайка медных труб — обзор частых ошибок и правильной технологии работ
Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому. Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно. А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб. Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.
Немного теории перед началом работ
Для начала стоит отметить, что мнение о неподъемной дороговизне медного трубопровода для обычного домовладельца является сильно гиперболизированным. Да, медные коммуникации нельзя назвать бюджетным вариантом, если сравниваться с трубами ПВХ, но с другой стороны, если рассмотреть прочностные характеристики и надежность соединений, то сравнение однозначно будет в пользу меди.
Итак, нас интересует соединение медных труб при устройстве, скажем водопровода с точки зрения самостоятельного исполнения. Прежде чем приниматься за работу стоит понять несколько важных вещей:
- В подавляющем большинстве используются трубы с резьбой 3/8», а также 3/4» в диаметре.
- Номинальный диаметр в любой ситуации меньше на 3,2 мм величины наружного диаметра.
- В работе могут задействоваться медные трубы со стенками различной толщины, что обозначается соответствующими индексами: K, L, M. Кроме того существует разделение этих изделий на жесткие и мягкие.
Спешим заверить, что чего-то экстраординарного и дорогостоящего приобретать не придется.

Все, что вам потребуется для проведения работ по пайке меди
Технология пайки медных труб в стандартном исполнении подразумевает использование элементов, которые без труда можно обнаружить в собственных запасах. Ну, на крайний случай придется посетить ближайший магазин сантехники. Итак, чтобы выполнить правильный монтаж медных труб своими руками нужно приготовить:
- Припой – существует в виде специальных прутков или проволоки. Его температура плавления является более низкой чем у меди, что и позволяет его использовать для соединения медных труб путем нагревания.
- Щетка стальная – функциональное предназначение состоит в очистке труб снаружи, а фитингов изнутри при подготовке к пайке. Как альтернатива может быть применена мелкозернистая шлифовальная шкурка, но в этом случае процесс будет более трудозатратным.
- Паяльный флюс – покрытие труб и фитингов в процессе подготовки к пайке.
- Кисть– нанесение флюс-пасты.
- Шкурка– зачистка поверхностей .
- Пропановая горелка небольшого размера на пару со сварочным механизмом переключения. Ее используют для нагрева труб и фитингов в процессе соединения.
- Жаропрочная прокладка.
- Медная труба.
- Фитинги.
Из приведенного перечня самым специфическим предметом является газовая горелка. Современный рынок предлагает их в различных вариациях: простые, с пьезоподжигом, для разных типов газовых баллончиков.
Пайка медных труб твердым припоем – это альтернативный способ соединения труб, обеспечивающий высокую прочность шва. В качестве присадки используются сплавы твердой пайки BCuP или BAg. Именно они обеспечивают надежность паяного соединения. Но согласно СНиП такой припой обязателен в первую очередь при ремонте холодильного оборудования или кондиционеров, а для коммуникаций достаточно использовать мягкий припой, к примеру, олово.
Работа будет производиться максимально эффективно, если под рукой будет пусть недорогая, к примеру, польского производства, горелка, но с пьезоподжигом. Приобретение брендовой модели, но без этой функции – ошибка.
Припой используем аккуратно — его не должно быть слишком много
Алгоритм пайки мягким припоем
Щеточкой зачищается внутренняя часть соединения. Затем, шкуркой до красивого медного блеска доводится наружная поверхность. После этого кисточкой наносится флюс-паста и наружу, и внутрь соединений, которые затем вставляются друг в друга.

Флюс паста используется при пайке мягким припоем
Далее следует работа с открытым огнем – ключевое внимание на безопасность выполнения работ. Поджигается горелка и разогревается место соединения.
Припоем проводится по краям соединений. При этом нет необходимости в обработке припоем по всему периметру соединения, если в работе оловянный припой, то достаточно ним обработать, лишь половину периметра. Олово имеет свойство впитываться внутрь соединения.
Возможные ошибки при пайке:
- Перед тем как правильно паять медные трубы нужно четко понимать, что температура пламени горелки достигает 1000°C. Важно не передержать соединения в эпицентре пламени. Для разогрева достаточно 15-20 секунд.
- Нельзя забывать о защите предметов от жары в том месте, где выполняется пайка. Особенный акцент должен быть сделан на удалении горючих и легковоспламеняющихся веществ.
- Часто недооценивается значение обеспечения достаточной вентиляции в рабочей зоне. Окна и двери должны быть открытыми, при необходимости можно включить вентилятор.
При пайке медных соединений важно не перегреть место спайки
Как еще можно соединить элементы из меди?
Возможно альтернативное классической пайке соединение медных труб фитингами, которые могут быть двух видов:
- Обжимные – производятся из латуни. Внутри такого фитинга имеется обжимное кольцо, обеспечивающее герметичность соединения.
- Капиллярной пайки – отличаются по внутреннему диаметру от внешнего показателя на 0,1-0,15 мм.
Применение фитингового способа соединения труб из меди впоследствии может обеспечить дополнительные преимущества, а именно возможность полной рекуперации. То есть подвергшиеся замене медные элементы при определенных условиях могут быть вторично использованы.
Безопасность превыше всего
Монтаж медных труб не может быть выполнен при обустройстве кухни, то есть для удовлетворения питьевых нужд. При контакте меди с хлором, содержащимся в водопроводной воде, образуются вредные для организма соединения. Если же речь идет о таком источнике водоснабжения как скважина, то ограничений никаких абсолютно нет.
Такие красивые аккуратные швы должны получиться в результате
Конечный результат пайки медных труб – плотный красивый шов, но его благонадежность нужно проверить. Если пайка выполнялась в рамках устройства водопроводной системы, то ее просто нужно наполнить водой, создав максимальное рабочее давление. При этом не нужно спешить, необходимо дать шву полностью остынуть, иначе он просто растрескается от резкого перепада температур.
Пошаговая инструкция по пайке медных труб своими руками, инструменты и процесс
 Изделия из меди имеют много преимуществ перед аналогами, сделанными из других материалов. Именно поэтому такие трубы широко используются при производстве различных бытовых приборов – газовых колонок и котлов, систем кондиционирования, холодильного оборудования и ряда других. Из них устраивают и магистрали, так как отсутствие фитингов (на прямолинейных участках) удешевляет монтаж. Одним из методов надежного соединения изделий из меди является пайка, к тому же она нередко применяется и при проведении ремонтных работ.
Изделия из меди имеют много преимуществ перед аналогами, сделанными из других материалов. Именно поэтому такие трубы широко используются при производстве различных бытовых приборов – газовых колонок и котлов, систем кондиционирования, холодильного оборудования и ряда других. Из них устраивают и магистрали, так как отсутствие фитингов (на прямолинейных участках) удешевляет монтаж. Одним из методов надежного соединения изделий из меди является пайка, к тому же она нередко применяется и при проведении ремонтных работ.
Понадобятся следующие инструменты, приспособления и материалы:
Он необходим, чтобы обеспечить абсолютную ровность и вертикальность торца заготовки в месте пайки.
Цена (для медных труб) – от 645 рублей.
- труборасширитель
Используется довольно часто, когда нужно конец одной трубы «вогнать» в другую.
Стоимость – от 11 650 рублей (с комплектом насадок).
- фаскосниматель
Им удаляются заусеницы, оставшиеся после разрезания. Круглый напильник не особенно эффективен, а пользоваться надфилем при работе с изделиями малого диаметра – не совсем удобно.



- газовая горелка
Для домашнего кратковременного применения можно приобрести изделие с одноразовым баллончиком. Они бывают нескольких видов: для твердых припоев (профессиональные) и для твердых и мягких (полупрофессиональные). Также есть модели более простые, которые применяются для разогрева соединяемых элементов и работы с мягкими припоями. Вместо них можно воспользоваться и феном, который может обеспечить рабочую температуру не менее 600 0С.
Кстати, самая простая горелка обойдется примерно в 2 200 – 2 400 рублей. В комплекте 1 или 2 баллончика.

Он крепится на сопле горелки и выполняет 2 функции: обеспечивает равномерность нагрева соединяемых частей и защищает от возгорания предметы, находящиеся вблизи от «рабочей зоны». Кроме того, в зависимости от специфики места работы может понадобиться и кусок брезента, асбестового полотна.
Нужны для удаления окиси меди (щеточки, ершики и тому подобное).
Дополнительно для сочленения труб на изгибах трасс, обустройства отводов, перехода на резьбовое соединение используются специальные фитинги, также изготовленные из меди. Учитывая значительную стоимость этого металла, для экономии целесообразно пользоваться трубным расширителем.
Особо стоит остановиться на используемых для пайки меди материалах.
Припои
Твердые
 Выпускаются в виде прутков (стержней). Температура плавления – порядка 900 0С. Применяются для пайки труб, которые в процессе эксплуатации будут подвергаться воздействию повышенных давлений и температур. В бытовом применении – это системы инженерных коммуникаций (водо- и газоснабжение, отопление), а также различные агрегаты (котельное оборудование, холодильные камеры и тому подобное).
Выпускаются в виде прутков (стержней). Температура плавления – порядка 900 0С. Применяются для пайки труб, которые в процессе эксплуатации будут подвергаться воздействию повышенных давлений и температур. В бытовом применении – это системы инженерных коммуникаций (водо- и газоснабжение, отопление), а также различные агрегаты (котельное оборудование, холодильные камеры и тому подобное).
В продаже имеются так называемые припои «самофлюсующиеся», при работе с которыми нет необходимости пользоваться специальными добавками (флюсами). К ним относятся, например, медно-фосфорные.
Мягкие
Имеют вид проволоки небольшого сечения (2 – 3 мм). В основе – свинец, олово с добавками серебра или чего-то другого. С такими припоями работают при температурах до 300 0С, чаще всего – при использовании в бытовых целях.
Флюсы
В свою очередь, подразделяются на низко- (до 400 0С) и высокотемпературные (более 450 0С). Они нужны для:
- повышения надежности «сцепки» материала (в данном случае – меди) и припоя;
- изоляции места пайки (предохраняют от доступа кислорода, который провоцирует окисление);
- обезжиривание участков, которые будут соединяться;
- улучшения «растекаемости» припоя;
- дополнительной очистки материалов в месте пайки от окислов.

Технология работы
- Обрезание соединяемых концов труб (труборез).
- Обработка торцов. Снимаются фаски, и в зависимости от способа соединения или подбирается фитинг, или конец одной из труб расширяется (труборасширитель).
- Зачистка поверхностей (достаточно провести их обработку «наждачкой» с мелкими фракциями абразива). У трубы – снаружи, у фитинга – изнутри, до появления характерного для меди блеска.
- Соединение труб (стыковка друг с другом, с фитингом, в зависимости от конфигурации места сочленения).
- На место стыка наносится флюс (если припой – не самофлюсующийся). При помощи кисточки, тонким слоем.
- При помощи горелки производится нагрев данного участка (от 1/3 до 1 минуты). Главное – его равномерность.
- Хорошо прогретое место соединения обрабатывается припоем (по окружности, одновременно перемещая и пламя горелки). От температуры нагрева меди он начнет плавиться. В этом отличие от работы паяльником, где плавление олова зависит от температуры жала инструмента.
- Поверхностная обработка соединенного участка (в основном – убираются излишки флюса).
Что учесть
- Пайка меди требует некоторого опыта. Необходимо исключить, с одной стороны, перегрев материала, а с другой – достичь нужной температуры нагрева трубы, при которой припой будет хорошо расплавляться. Недонагрев приводит к «слипанию» меди и припоя, перегрев – к сгоранию флюса. В обоих случаях такая пайка не будет крепкой.
- Если сочленяются короткие отрезки труб, то есть вероятность того, что при разогреве следующего места первый стык нарушится из-за размягчения припоя. Для предотвращения этого ранее соединенный участок нужно дополнительно охладить. На практике на него накладывается тряпка, хорошо смоченная холодной водой.
- При использовании высокотемпературной пайки/сварки и твердых припоев место будущего соединения обрабатывается паяльной кислотой (продается в специализированных магазинах).
- Необходимо обеспечить качественную вентиляцию помещения, в котором производится работа. При пользовании кислотой – принять соответствующие меры предосторожности.

По ее завершении необходимо проверить надежность соединения (отсутствие протечки) под давлением. Для этого сочлененная труба монтируется в магистраль.
И последнее. Если пайка ведется непосредственно на трассе (например, при устранении протечки), то вода из труб должна быть обязательно слита, а место соединения – хорошо просушено. Воду можно подавать уже минут через 5 после завершения пайки. За это время она остынет.

